
Датчики приближения и контроля
Датчики приближения разделяются по типу работы:
— индукционные датчики РСТИ
— емкостные датчики РСТЕ
— магнитные датчики РСТМ
— лазерные датчики на пересечение луча РСТЛ, аналог дорогостоящих датчиков XUB LAPCN M12R и др.
фирмы Telemecanique
— оптические датчики на отражение луча РСТО (отлично зарекомендовали вместо индукционных и ёмкостных)
— воздушные датчики потока РСТВ
——————————————————————————————————————————————————————
Оптические датчики РСТО-18М-Х-1030-НО/НЗ срабатывающие на отражение света от поверхности:
Стоимость = 6 800 рублей + НДС
Напряжение входное: 10-30В
Защита от переполюсовки. Выход НО + НЗ. Выходной ток 500мА. Регулятор чувствительности.
Исполнение: Резьбовое в металлическом корпусе диаметром М18. Кабель с разъёмом и светодиодным индикатором.
 Применяется в том случае когда необходимо контролировать пересечение объектом условной линии, либо приближение объекта к датчику ближе установленного.
Применяется в том случае когда необходимо контролировать пересечение объектом условной линии, либо приближение объекта к датчику ближе установленного.
Сфера применения: контроль положения объектов, контроль механизмов, контроль наличия деталей
Оптический датчик срабатывает при отражении луча от поверхности детали, объекта. Один из самых практичных и удобных датчиков т.к. сам датчик можно спрятать от воздействия на него механизмов, которые могут повредить корпус датчика.
Дальность срабатывания регулируется в зависимости от типа поверхности:
Отражающая, серебристая, зеркальная : от 1см до 100см
Серая матовая, черная матовая: от 3см до 50см
В корпус датчика встроен регулятор расстояния срабатывания и светодиодный индикатор состояния.
Кроме того датчик имеет выход НО и НЗ т.е. универсальный выход для всех случаев применения. Возможно применить в любом типе контроллеров и оборудования.
Рекомендуем оптические датчики применять вместо индукционных и ёмкостных и ваша система станет работать стабильней.
Причина в следующем: для индукционных и ёмкостных датчиков важно расстояние до объекта, а так как из-за
подвижной механизации и люфтов в оборудовании порой бывает сложно обеспечить стабильное перемещение 2-5мм то возникают моменты когда датчик не срабатывает из-за недосягаемого расстояния до объекта или флажка.
Оптическому датчику не страшны люфты и колебания механизмов, он работает на любой настроенный просвет.
——————————————————————————————————————————————————————
Лазерные датчики РСТЛ-М18-1030 срабатывающие на пересечение луча:
РСТЛ-М12-1030 (до 10 метров) Стоимость = 6000 рублей + НДС
РСТЛ-М18-1030 (до 20 метров) Стоимость = 6500 рублей + НДС
Параметры датчиков:
— диаметр 12мм или 18мм в металлическом корпусе
— напряжение питания 10 … 30В
— потребляемый ток 50мА …100мА
— дальность луча до 20метров
— Угол приема луча приёмником = 30 градусов от оси. (принимает луч под углом)
— Выходной ток = 150мА
— Защита пот переполюсовки

На излучатель подается напряжение питания по 2-м проводам. Напряжение от 10 до 30В.
На приемник подается напряжение питания и снимается выходной сигнал. Т.е. используются 3 провода.
Сфера применения лазерных датчиков: транспортеры, перекладчики, подвижные механизмы, механизмы вращения, ограничителя хода механизмов, контроль наличия деталей.

В комплекте идет излучатель и приёмник.
Датчик срабатывает на пересечение луча между излучателем и приёмником.
В датчик встроен светодиодный индикатор состояния.
Кроме того датчик М18 можно включить в режим как PNP так и NPN т.е. применить в любом типе контроллеров и оборудования.
Важно: наши приемники имеют сферическую линзу, собирающую приходящий луч, и только поэтому возможно обеспечить стабильный прием луча как в условиях вибраций так и при подаче луча под углом до 30 градусов к оси датчика.
Особо стоит отметить, что лучшей заменой датчиков XUBLAPCNM12R являются наши лазерные датчики РСТЛ. Они работают значительно надежнее как по электрическим характеристикам, так и по механическим параметрам; наши датчики металлические.
——————————————————————————————————————————————————————
Индукционные датчики РСТИ-М18-Х-1030-НО/НЗ срабатывающие на приближение металла:
Стоимость = 4800 рублей + НДС
Напряжение входное: 10-30В
Защита от переполюсовки. Выход НО + НЗ. Выходной ток 300мА.
Исполнение: Резьбовое в металлическом корпусе диаметром 8мм, 12мм, 18мм. Кабель с разъёмом и светодиодным индикатором состояния питания и выходного реле.
Сфера применения: конвейеры, станки, транспортеры, дробеструйные аппараты, ленточные пилы, механизмы опрокидывателей и сталкивателей, механизмы подающих агрегатов, контроль наличия деталей.

Индуктивные датчики применяют для определения положения металлических предметов. Это могут быть и флажки на механизмах поворота, и флажки на перекладчиках и рольгангах, так же датчики могут работать и в упорах.
Минусом всех индуктивных датчиков можно назвать то, что они работают в достаточно точных механизмах, в которых отсутствуют люфты либо же они составляют 1-2мм. Иначе же эти датчики либо срезает, либо сами датчики не улавливают металлический объект и происходит не корректная работа контроллеров управления.
Именно из-за этих причин мы предлагаем всем переходить на оптические датчики РСТО.
——————————————————————————————————————————————————————
Магнитные датчики РСТМ-1030 срабатывающие на приближение магнита в пневмоцилиндрах:
Стоимость = 4800 рублей + НДС
Напряжение входное: 10-30В

Датчик приближения магнита
Магнитные датчики РСТМ срабатывающие на приближение магнита:
Напряжение входное: 10-30В
Защита от переполюсовки
Исполнение: В паз или с креплением сверху
Сфера применения: пневмоцилиндры, пневмоаппаратура, гидроцилиндры с узлами механизации, шток с магнитным кольцом
Датчик полностью герметичен. Имеет встроенный светодиод состояния.
Специалистам, знающим сферу применения датчиков для оборудования, необходимо выбрать датчик согласно своим параметрам:
— тип датчика (индукционный, магнитный, емкостной, лазерный, оптический, воздушный)
— выходной канал PNP или NPN и состояние выхода: закрытый или открытый либо НО + НЗ контакты
— диаметр и конструкцию датчика (резьбовой или плоский)
Выходные провода имеют разные цвета, поэтому запутаться крайне сложно:
Синий (Blue) — Минус питания
Красный (Brown) — Плюс
Чёрный (Black) — Выход
Белый (White) — Режим PNP — NPN
Схемы подключений датчиков, в зависимости от типа PNP или NPN:
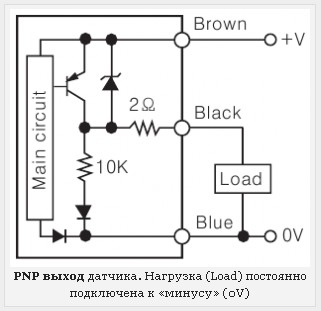
Подключение датчика PNP
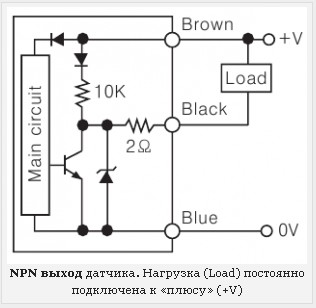
Подключение датчика NPN
Датчики применяют в промышленности для контроля объектов и механизмов.
Сигналы с датчиков поступают в контроллеры, которые обрабатывают эти данные и отрабатывают в соответствии с сигналом от датчика.
От качества работы датчиков на 90% зависит качество и бесперебойность работы оборудования.
Об этом знают все электрики и энергетики.
Порой нестабильная работа датчика может привести к поломке механизма оборудования, а это в свою очередь приводит к выходу из строя электродвигателей управляющих механизмами или к повреждению пневмо или гидро системы. Кроме того нужно учесть что и сама продукция, обрабатывающаяся на оборудовании, так же может пострадать. Т.е. именно датчики, в 80%случаев, виновны в поломке оборудования. А там где есть поломка там автоматически начинаются простои оборудования и порой его дорогостоящий ремонт.
ВАЖНО чтобы датчики выбирал опытный, ответственный персонал. Иначе из-за неправильно выбранного датчика так же может происходить сбой в работе оборудования и его поломка. Приведем простой пример поломки конвейерной линии:
электрик выбрал для контроля перемещения каретки индукционный датчик, который должен срабатывать на наличие металлического флажка. Установил. Месяц отработало нормально. В процессе обслуживания механизмов кто то, по неосторожности, накинул рукавицу на флажок перемещения, в итоге когда подьехал конвейер к ограничительной перегородке то датчик не распознал наличие металла т.к. расстояние до металла было около 20мм. Соответственно датчик не подал сигнал о том что каретка подошла на исходную позицию.
В результате напряжение с двигателя каретки не снялось и механизм уперся в металлическую перегородку. Двигатель простоял на «упоре» около 5 минут и задымил. В итого имеем:
1. Сгоревший двигатель
2. Простой оборудования
3. Потеря времени и денег на восстановление работоспособности оборудования
Вывод такой, что в данном случае нужно было применять один из следующих вариантов:
— либо простой механический концевик
— либо датчик емкостной
— либо датчик лазерный на пересечение луча
Важно правильно выбрать тип датчика, если хотите добиться бесперебойной работы оборудования.
Датчики можно применять с нашим контроллером для автоматизации: КВАНТ: Реле
